

9-2 BOX柱現場溶接部の捩れによるずれ・食い違いの補強方法
現場溶接部における食い違いが発生した場合に「突合せ継手の食い違い仕口のずれの検査・補強マニュアル」に沿って補強されます。BOX柱においてねじれの発生が生じた食い違いが+と-になる様なケースはマニュアルには解決策がありません。
実際にこのような不具合が生じたときの解決策はありませんか。

実際の事例を以下に示します。
通常のBOX柱の上下の節は、製品検査の段階で、寸法精度の捩れの管理を行えば、目違いが生じてもそれほどの差は出ないはずです。
実際にトラス階の柱で起きた事例を掲載しますが、捩れの事前対策が出来なかったようです。従って、マニュアルに沿って補強盛り溶接を応用した事例です。
図1のようにBOX柱の各面をマニュアルにある「突合せ継手の食い違い」を適用してプラス側とマイナス側に分けて、その間における食い違い量を計算する方法です。
① 図1にある各面3点の測定値は、必ずしも等分割ではありません。図1の西面①の位置の値+10mm、②の位置の値は0mm、③の位置の値は-7mmであるので、各々その中間値を求めて、①~②間と②~③間に分けてe_{km}を求め、各間の判定を行い補強盛りを行っています。同様に東西南北各面ごとに計算をして、補強盛りを行ったものです。
この結果では、上下に肉盛り溶接が最大200mm位生じています。柱の板厚が32mmなので異常な数値となっています。概ね図1の斜線ハッチの状況が補強盛りの状況です。
この方法では補強盛り溶接ビード幅が大き過ぎるので、母材への拘束度が多きくなり、溶接ビード下にラメラティアの発生する確率が増えます。マニュアルでは、このようにビード幅の大きな場合の引張試験などの検証の記述はありません。仮に、ラメラティアが発生しても、超音波探傷では検出が難しいと思います。
これを踏まえた方法が次の②です。
② このマニュアル3.7.(4)補強の適用の方法に中間にある「補強板による補強」を適用することを提案します。この方法は、食違い量が大きい場合の補強盛り溶接方法です。(図2)
前述①と同様に各面の食い違い量を計算をして、補強板厚の大きさを求めた場合です。この補強板による方法は、補強板がBOX柱の角溶接ビードの余盛り部を避けるか、角溶接ビードをグラインダで削り仕上げを行うのか監理者と協議をします。筆者は、このビードを逃げた補強板の幅とする方を推奨します。
この方法では補強幅が少ない分、板厚サイズを増やすなどの対策も必要です。
補強板の長さは計算上隅肉溶接の長さで決まります。あまり大きくならないように、図のようにスリットを設けることにより、補強板の幅を短くすることが出来ます。
このケースであれば肉盛り溶接部幅が少なくなり、後の超音波探傷検査も容易に可能と考えます。
以上の2案の補強方法とも共通で、BOX柱の裏当て金の板厚をサイズUPして置き、溶接前にガウジングで6mm位除去する方法をとれば、補強盛りの効果も期待できます。
この方法は、以前鉄建協の工事現場溶接施工要領書にも提案されていました。
以上の補強盛り溶接の方法については、このマニュアル作成委員会委員長の千葉大名誉教授森田耕次先生に確認して頂き、了承頂いたことを記しておきます。
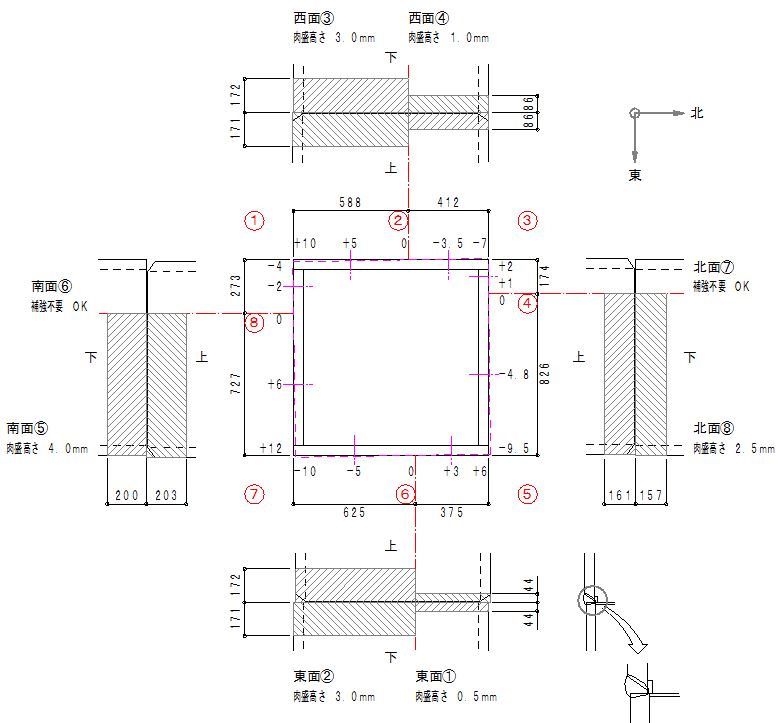
図1
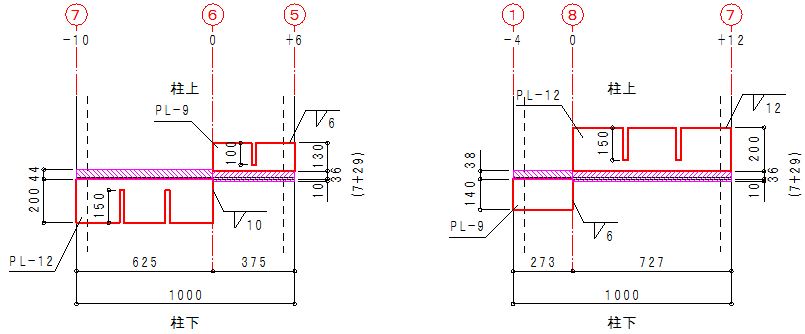
図2
Supporting Association for Building Steel Structural Technology All Rights Reserved.