

4-4 入熱・パス間温度が溶接金属の機械的性質に及ぼす影響は
溶接入熱管理が工場性能評価制度で規定されていますが、溶接入熱とパス間温度、及び溶接入熱と溶接金属の機械的性質の間には、明確な相関関係があるのでしょうか。

溶接入熱とパス間温度の相関関係、及び溶接入熱と溶接金属の機械的性質の相関関係に関する質問でありますが、結論を先に述べますが、厳密には存在しないと考えます。その理由について以下に述べます。
溶接金属の機械的性質を管理するための品質特性として定められている溶接入熱が、アーク電圧(V)・溶接電流(A)・溶接速度(s)を因子として求められることは周知のことと思いますが、溶接金属の機械的性質を決定する要素である溶融状態の最高温度と冷却時の速度が、同一溶接入熱の場合でもV・A・sの組み合わせによって変化するためであります。この現象を図1、図2、図3に示しますが、これらの図は同一溶接入熱条件でV・A・sの組み合わせを変えてガスシールドアーク溶接し、溶接長さ中央の開先面から10mmの温度履歴を測定したものであり、電圧一定の条件下では温度履歴がほとんど変化しないこと、溶接電流又は溶接速度を一定にした条件下ではアーク電圧の増加に応じてパス毎のピーク温度とパス間温度が増加することが明らかであります。
以上のことから、溶接金属の機械的性質を管理する品質特性について、定電圧特性を有する電源を使用するガスシールドアーク溶接の場合、溶接入熱に比べてアーク電圧がより適切であるのではないかと考えます。
溶接入熱とパス間温度の関係につきましても、前述しました理由からほとんど相関が認められませんが、パス間温度に影響を及ぼす因子として被溶接物の寸法・サイズがあり、溶接入熱とパス間温度の間には明確な相関関係がないと考えられます。
なお、溶接入熱(アーク電圧)と溶接金属の機械的性質の関係につきましては、降伏点(耐力)と引張強さは、溶接入熱の増加に応じて低下し、延性と靭性は溶接入熱との相関的な関係は認められず、様々に変化することになります。この現象は溶接入熱の増加によって溶接金属の結晶粒が粗大化し、合金元素が偏析しやすくなること、および合金元素の含有量と冷却速度の組み合わせによって溶接金属の組織が様々に変化することによるものであります。
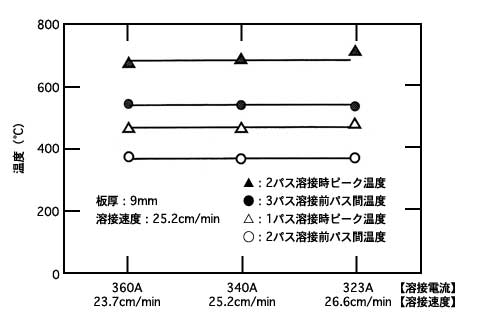
図1:溶接入熱・アーク電圧が一定の場合のピーク温度とパス間温度の変化
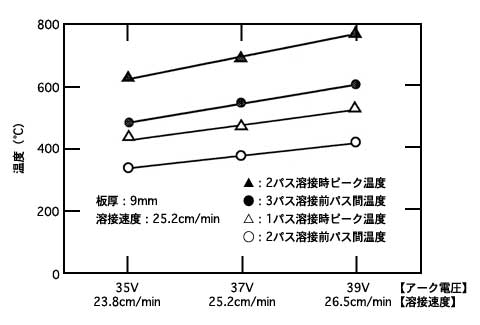
図2:溶接入熱・溶接電流が一定の場合のピーク温度とパス間温度の変化
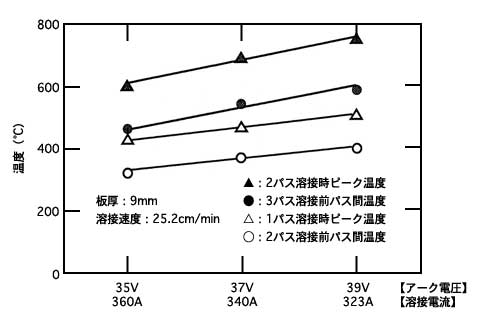
図3:溶接入熱・溶接速度が一定の場合のピーク温度とパス間温度の変化
Supporting Association for Building Steel Structural Technology All Rights Reserved.