

4-12 スチフナの溶接方法について
スチフナにおける隅肉溶接の具体的な方法について説明して下さい。

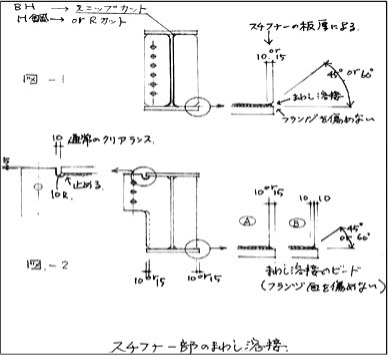
下図のようなスチフナの加工と溶接方法にいて説明します。
① 図-1においては、梁フランジ幅に合わせてスチフナが取合うケースです。
スチフナを回し溶接をするために、隅肉溶接の脚長によりますがPL-9以下ならカット部の寸法が10mm位で角度が45°であれば回し溶接は可能でしょう。板厚が16mm位では脚長もそれなりに大きくなりますので、カット部の寸法を15mm程度、角度を45°とすればよいでしょう。隅肉溶接を回し易くするには60°が理想です。ただし、力学的には問題ないと思われますが図を見ればお分かりの通りスチフナの隅切り部分が見えます。綺麗に回し溶接ができることを優先すべきです。この回し溶接は、溶接姿勢が水平隅肉となり下側の脚長が大きくなって梁フランジの端面にビードが掛る溶接になりやすいのでできれば隅切り角度を60°に加工すべきでしょう。
また、ウェブ側においては、RHの場合はウェブフィレット、BHの場合は隅肉溶接ビードの脚長などに対応したスニップカットが必要となります。いずれの方法もシャリング会社に発注すれば一文字切りとなるので問題はありません。
② 図-2においては、小梁取り合いのガセットプレートの例で10R(梁接合部のクリアランス10mmに見合った)加工の例です。この場合は10R止まりの所で隅肉溶接ビードを止めるような溶接とします。
③ 図-2のAの場合はスチフナの板厚に応じてスチフナを思い切って10mmか15mmバックする方法です。当然スチフナの溶接の回しが十分に可能な寸法とします。
④ 図-2のBの場合は上記Aの寸法を一律10mmとして更に45°か60°のスニップカットを併用する方法です。
以上のように,適切なビードを置く方法とします。写真は回し溶接の良い例と悪い例です。
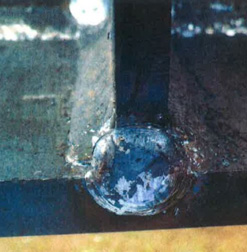

スチフナの廻し溶接の悪い例
(左はフランジを傷めた例、右はフランジに被った例)
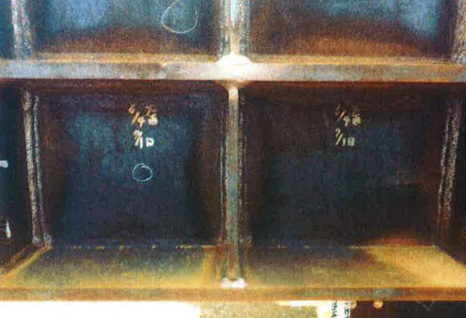
全景

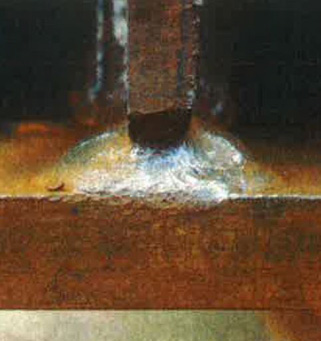
写真1 スチフナの溶接事例
Supporting Association for Building Steel Structural Technology All Rights Reserved.