

4-1 溶込不良の対策について
工場の溶接作業で、図のような裏当て付きレ形完全溶込み溶接の溶込み深さが意外と少なく、溶込み不良欠陥と判定される場合があります。この場合に考えられる発生原因と、それをなくすコツ(要領)を教えてください
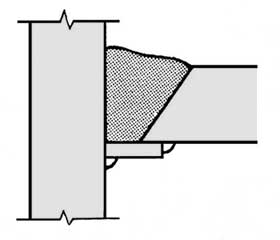
裏当て金付完全溶込み溶接T継手

溶込不良発生の要因は以下のような項目があります。
(1)溶接電流とアーク電圧の調整(2)ワイヤの突出し長さ(3)ウィービング(4)運棒速度(5)トーチ角度(6)その他
先ず、溶接機器の点検が適正に行われている事が前提となりますが、主要な要因である(1)〜(3)について説明します。
(1)溶接電流とアーク電圧の調整
図1のように、まず溶接電流を調整します。それから適正な突出し長さを確認しながら、高めのアーク電圧を徐々に下げ、アーク状態がバチバチと音がする不安定状態まで下げ、この不安定状態がおさまる程度まで、少しずつアーク電圧を上げていきます。
その状態がアークを絞り込んで高熱が発生している状態です。
このように調整した条件で溶接すると、アークが少し弱い感じでビードの広がりも小さい感じになります。この条件よりアーク電圧を2〜3V高くします。
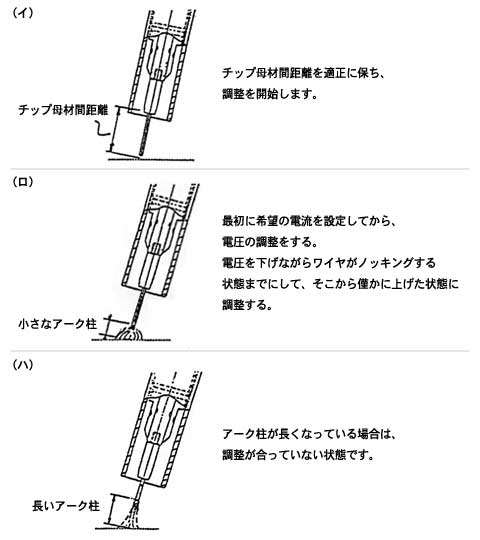
図1
(2)ワイヤの突出し長さ
図2に示すようにワイヤの突出し長さは、コンタクトチップ先端 と 母材 表面の距離からアーク長を引いた値 であり、ワイヤ径の約20倍が上限です。例えば、ワイヤ径1.2φで溶接電流300Aで溶接すると、突出し長さは25mm位が限界です。
建築鉄骨の溶接で使用しているノズル径は大きく、レ形開先の完全溶込み継手のベベル側の板厚が20mmを超えると、図3のように開先側にノズルが干渉し、ワイヤ突出し長さが長くなってしまいます。
通常の電流調整は平板でノズルが干渉しない条件で設定するので、いざ溶接を開始すると、条件が変わってしまいます。
レ形開先の初層の溶接では、ノズルが干渉し易く、ワイヤ突出し長さが大きくなり、溶接電流は設定値より15〜20A低下するので、実際の溶接では電流を上げる必要があります。次の2層目の溶接では、ノズルの干渉がなくなり、むしろ適正な電流に戻すことになります。
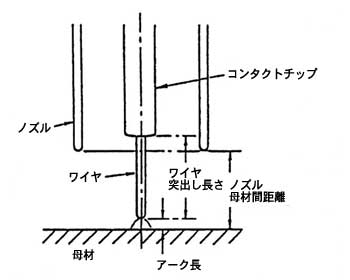
図2
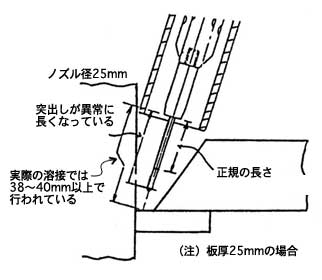
図3
(3)ウィービング
実例として下向溶接でワイヤ径1.2φ、300A、ルート間隔9mmとすると、ウィービング幅は6mm程度必要です。
溶融プールが互いに母材に接近させ、2層目から3、4層になるに従い、アークの接近から溶融プールの接近へ移動幅を変える必要があります。
<参考文献>
建築技術者の鉄骨Q&A 2集
Supporting Association for Building Steel Structural Technology All Rights Reserved.