

3-3 捠偟僟僀傾僼儔儉偲椑僼儔儞僕偺怘堘偄杊巭曽朄偼
崘帵戞1464崋擇崁僀乮2乯捠偟僟僀傾僼儔儉偲椑僼儔儞僕偺梟愙晹傪僟僀傾僼儔儉斅岤撪偵梟愙偡傞壛岺曽朄偼丄偳偺傛偆偵偟偨傜傛偄偱偟傚偆偐丅

廬棃丄僐儔儉巇岥傪惢嶌偡傞忋偱栤戣偲側偭偰偄傞偺偼丄僟僀傾僼儔儉偲巇岥僐傾偺姰慡梟崬傒撍崌偣梟愙晹偺尐愜傟偱偡丅
梟愙儘儃僢僩偺晛媦偵傛偭偰丄尰嵼偺巇岥晹偼愭偵僞僀僐乮僒僀僐儘乯傪慻棫偰偰丄杮梟愙屻丄椑巇岥傪庢晅偗傞曽朄偑戝敿偲巚傢傟傑偡丅 椑巇岥偼儘乕儖H峾乮埲壓H峾乯偱傕丄價儖僩傾僢僾乮埲壓BH乯偱傕丄JIS偺岞嵎傗惢嶌忋偺嫋梕嵎偵傛傞偽傜偮偒偑偁傝傑偡丅偱偒傞偩偗丄椑嵽偑擖壸偟偨帪揰偺忣曬乮悺朄惛搙摍乯傪僐儔儉偺惢嶌悺朄偵斀塮偝偣傞偙偲偑廳梫偱偡丅
H峾偺JIS岞嵎偼惢憿僾儘僙僗忋偦偺抣偑掕傔傜傟偰偄傑偡偑丄拲堄傪梫偡傞偺偼丄僼儔儞僕偺孹幬偱偡丅偮傑傝丄僂僃僽恈偵懳偟丄僼儔儞僕椉懁偺悺朄偑偳偆側偭偰偄傞偐丄偣偄偺懠偵偙偺惛搙偑慻棫偰帪偺悺朄偵椵愊偝傟傞偺偱丄応崌偵傛偭偰偼丄嫺惓偣偞傞傪摼側偄偙偲偑偁傝傑偡丅 BH偵偮偄偰傕摨條偵丄慻棫偰悺朄偩偗偱偼側偔丄僼儔儞僕偲僂僃僽偺梟愙帪偵偐偝愜傟偑惗偢傞偺偱丄傗偼傝嫺惓偑昁梫偱偡丅偙偺傛偆偵扨嵽偺悺朄惛搙傪妋擣偟偰偍偔偙偲偑廳梫偱偡丅
僞僀僐偺慻棫偰偵偮偄偰偺拲堄帠崁偼師偺捠傝偱偡丅擔杮寶抸僙儞僞乕敪峴偺乽椻娫惉宍妏宍峾娗愝寁丒巤岺儅僯儏傾儖乿偱偼丄恾1偵帵偡傛偆偵丄捠偟僟僀傾僼儔儉偺峾庬傗悺朄摍偑徻嵶偵掕傔傜傟偰偄傑偡丅偮傑傝丄僟僀傾僼儔儉偺斅岤偼丄廃曈偺椑僼儔儞僕岤偝傪挻偊傞偲偝傟偰偄傞偺偱丄堦斒偵3mm傾僢僾偲側傝丄偙傟傪慜採偵愢柧偟傑偡丅
傑偢丄僞僀僐偺惢嶌傪愭偵峴偆応崌偵偼丄姰慡梟崬傒梟愙T宲庤晹偺梟愙廂弅偺懠偵恾2偵帵偡傛偆偵丄尐愜傟偑惗偠傑偡丅僟僀傾僼儔儉偺弌悺朄25mm埵偱偼丄拰嵽偺斅岤偵傕傛傝傑偡偑丄T宲庤晹偺梟愙偵傛偭偰1.5乣2.0mm埵偺尐愜傟偑惗偠傑偡丅偙偺傛偆側尐愜傟偼丄壛擬嫺惓偵傛傞榗庢傝曽朄傪峴偭偰傕丄偁傑傝嫺惓岠壥偑側偔丄儘儃僢僩梟愙帪偵偍偗傞峉懇僕僌摍傪棙梡偟偰傕丄偁傑傝岠壥偼婜懸偱偒側偄偲偄傢傟偰偄傑偡丅
偦偙偱丄尐愜傟偼偁傞掱搙傗傓傪摼偸偙偲傪慜採偲偟偰丄僞僀僐偺慻棫帪偺悺朄傪T宲庤晹偺廂弅検亄3乣6mm偺暘偩偗戝偒偔慻棫偰傞曽朄偑峫偊傜傟傑偡丅 尐愜傟検偺梊應偑擄偟偄偲敾抐偝傟傞側傜偽廂弅検偵亄6mm偑柍擄偱偟傚偆丅傑偨丄愭偵弎傋偨傛偆偵丄僞僀僐偺惢嶌帪偵峫椂偟偰偍偔偙偲偼丄僟僀傾僼儔儉偲僷僱儖晹偺姰慡梟崬傒梟愙帪偺梟愙廂弅検偱偡丅偙傟傕拰嵽偺斅岤偵傛傝傑偡偑丄堦儠強摉偨傝奣偹1.0乣1.5mm偺廂弅傕峫椂偟偰偍偔昁梫偑偁傝傑偡丅
埲忋傛傝丄梟愙廂弅偲尐愜傟傪崌寁偡傞偲丄5.0乣7.0mm掱搙偑堦屄偺僞僀僐偺慻棫悺朄偵昁梫偲側傝傑偡丅偙偺傛偆偵丄僞僀僐偺梟愙屻偺悺朄偑尐愜傟偱傕丄椑偣偄亄6mm埵偁傞偺偱丄椑巇岥偺慻棫偰帪偵恾3偺傛偆偵丄巇岥懁偵儔僀僫僾儗乕僩乮恾拞偺僼傿儔乕僾儗乕僩乯傪晘偄偰慻棫偰傞曽朄傪悇彠偟傑偡丅 偙偺傛偆偵慻棫偰傟偽丄恾1偵帵偡傛偆偵丄僟僀傾僼儔儉忋壓柺嫟偵丄僟僀傾僼儔儉斅岤撪偵椑僼儔儞僕偑擺傑傞偼偢偱偡丅
偨偩偟丄恾2乮僀乯棤摉偰嬥曽幃偺応崌丄僟僀傾僼儔儉偺斅岤偑3mm傾僢僾偱偡偲丄僟僀傾僼儔儉偲棤摉偰嬥晹偲偺廳側傝悺朄偑1.5mm埵偲側傞偺偱丄僼儔儞僕偺梟愙帪偵梟偗棊偪偺尨場偲側傞偺偱丄慡挿嬿擏梟愙傪偡傞偐丄僟僀傾僼儔儉偺斅岤傪2僒僀僘傾僢僾偺6mm埵偲偡傞偙偲偑朷傑傟傑偡丅 偙偺傛偆側惢嶌曽朄偼丄僟僀傾僼儔儉偺拰柺偱丄椑僽儔働僢僩傛傝傕忋偵側傝傑偡偑丄惢昳悺朄忋偺奒崅偼椑僼儔儞僕忋柺偱應掕偡傞偙偲偱丄栤戣偼側偄偲峫偊傜傟傑偡丅
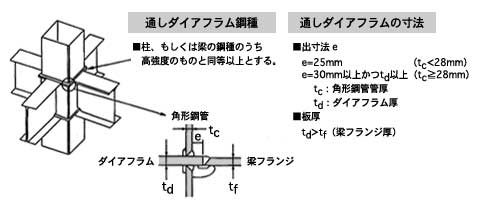
恾1 捠偟僟僀傾僼儔儉徻嵶
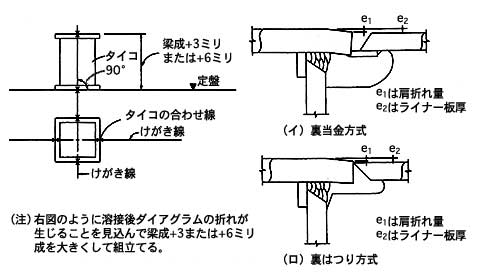
恾2 僞僀僐偺慻棫偰
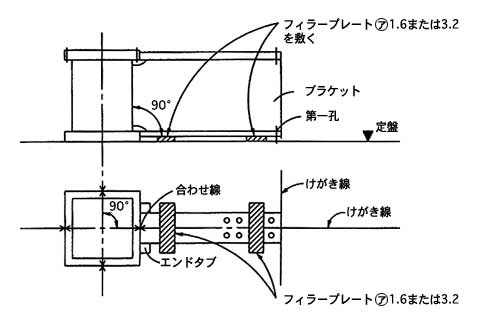
恾3 巇岥偺慻棫偰
嶲峫暥專丗寧姧 揝峔媄弍 2002擭10寧崋
Supporting Association for Building Steel Structural Technology All Rights Reserved.