

1-11 ダイアフラム及びスチフナの鋼種選定方法
柱及び梁に取り付けるダイアフラム及びスチフナーの鋼種は、どのように選定すればよいですか。

耐震設計される建築物の主要構造部材は、建築構造用鋼材(SN材)を用いるのが原則です。JISによるSN材の制定、指定建築材料とF値の付与、建築基準法における建築規模別の耐震ルートなど、耐震設計も整備されました。このようにして、SN材を使用する環境が整ってきた訳であるが、実際に運用を始めてみると次のような状況が発生しました。
(1)SN材の制定に伴い、建築構造物では溶接をして使用することが望ましくないSS400の溶接部にSN400Aと同等のF値が与えられました。これは、SS400の溶接部にF値を与えない場合には既存不適格の建物が膨大な数に増えてしまうことが予見されたからである。
(2)溶接を原則認めていないSN400Aは小梁等への使用が想定されるが、在庫が少ないためロール発注が必要になり、結果として納期が伸びるなど、施工者、鉄骨製作者いずれからも敬遠されることになった。
柱、大梁、筋かい、ダイアフラム等の主要構造要素を構成する鋼材はSN材を使う必要があるが、2次設計でも塑性化しないような部分の小梁、間柱、胴縁、母屋などにはSS400材を採用することも多くみられるようになりました。それでは、これらの部材の応力を伝えるダイアフラムや、接合部の過大な局部変形を防ぐために入れるスチフナの鋼種はどのように選定すべきかについて結論から言うと、力を伝達するダイアフラム等は部材と同等の鋼種を、スチフナは溶接の材料強度F値が基準法で与えられたSS400材、SM材、SN材であればどれを使っても法的に適合です。ただし、SS400材は溶接用ではないので、その最大板厚は開先を取らなくても隅肉溶接ができる最大板厚t=16mmが限界と考えるべきでしょう。
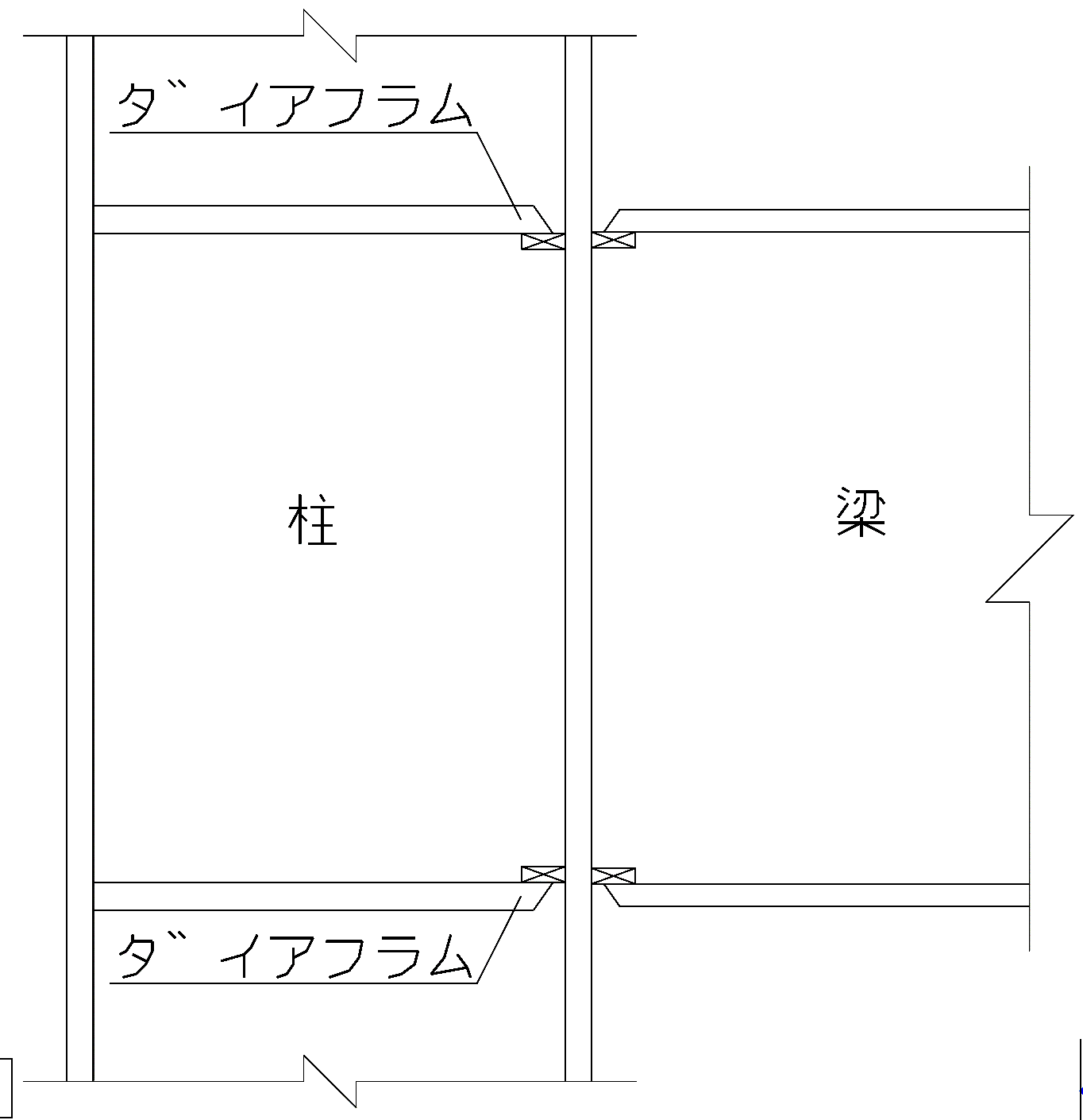
図-1 柱-梁接合部とダイアフラム
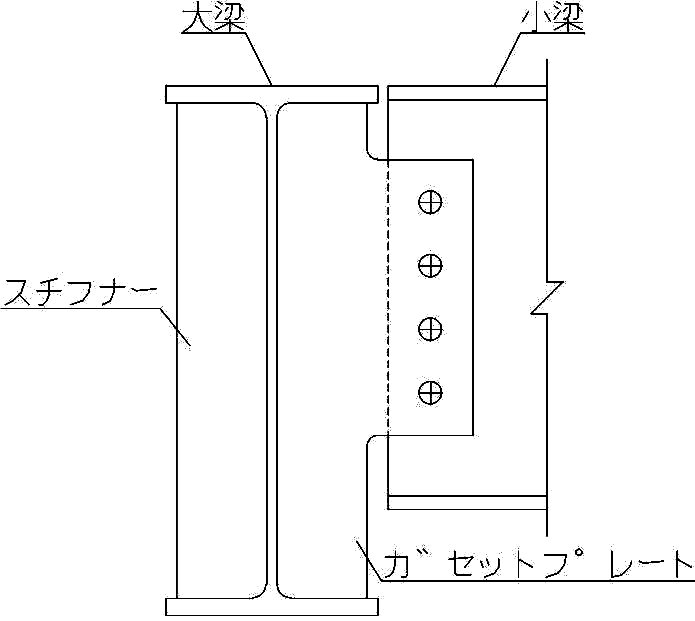
図-2 大梁-小梁接合部とスチフナ
柱SS400 --梁SS400--ダイアフラムSS400 大梁SS400--小梁SS400--スチフナSS400
柱SM490A--梁SS400--ダイアフラムSS400 大梁SS400--小梁SM490A--スチフナSS400
柱SM490A--梁SM490A--ダイアフラムSM490A 大梁SM490A--小梁SS400--スチフナSS400
Supporting Association for Building Steel Structural Technology All Rights Reserved.