

4-6 アークスタート時の溶込不良の原因と対策は
溶接作業で、アークスタート部に溶込み不足やアークスタートブローが発生する原因と対策について教えてください。

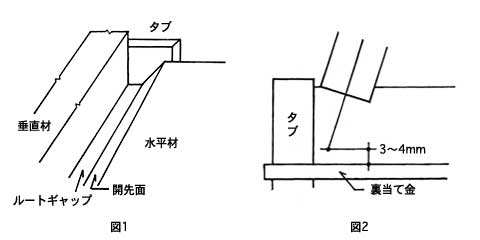
アークスタート時の溶込不良は、図1のようにフラックスタブを使用した場合や、板で囲まれ袋小路になっているような場合に発生ます。ここではフラックスタブを使用した場合について説明します。
まず、溶接開始位置を決め、その部分をワイヤで狙います。図2のように開始位置を正確に溶接しようとして、ワイヤを延ばし母材に3〜4mm程度まで近づけ、開始位置を確認します。
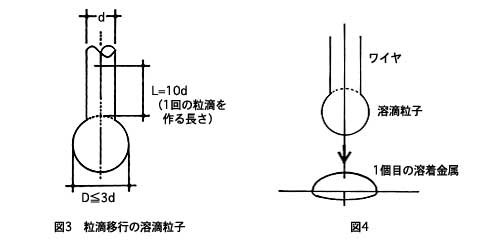
この状態でアークスタートすると、炭酸ガスで十分にシールドしていない状態でアークが発生することになり、ワイヤがバチバチと弾くようになり、溶接になりません。また、辛うじてアークを発生できたとしても、図3のようにワイヤの先端に緊縮した球状の金属が母材に向けて溶滴移行していきます。この溶融金属は、図4のように半溶融状態で母材に溶込みが少ない状態で溶着され、その上に次のパスの溶融金属が乗ることになります。この状態では母材を深く溶かすことが出来ません。
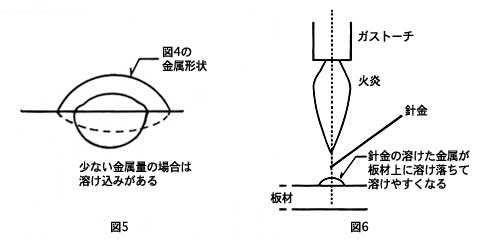
フラックスタブが端面を塞いでいる場合、最初の溶融金属がある程度溶けていることが重要です。溶融金属を突っ込んでいくという条件が必要で、この条件を満たすには、図5のように、最初にワイヤがある程度溶融された状態、またはその溶融金属量を幾分少ない状態にする必要があります。
最初に溶融されやすい金属が母材の上に溶着していると、次の段階で材料の中へ深く溶け込んでいくことが可能になります。溶けやすくすることが最初のステップとして重要です。
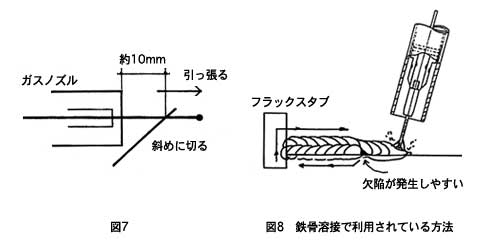
このため、図7のように溶接開始前にワイヤをチップ先端から引張り出しておきます。次にワイヤを引張出した後、チップ先端から10mm程度の突出し長さにし、ワイヤを斜めに切断します。斜めに切断するのは、最初のワイヤの溶融金属を小さくすることと、電気抵抗によって球状の金属を早く加熱させて、溶けやすい金属を母材に溶着させる働きをさせます。
もう一つの方法として、図8のようにバックステップ法を利用してタブ側のエッジを溶かしますが、通常の溶接条件で少し離れた位置で始め、タブの際まで瞬時に移行してから逆に長手方向に後退運棒します。一層目のアークスタート位置の溶接状態は、溶込みが浅い状態になっているので、この部分に戻りのアークが移行しても、図8のように溶着されたような金属を通り越して材料を溶かすことは不可能となり、溶込不良となります。
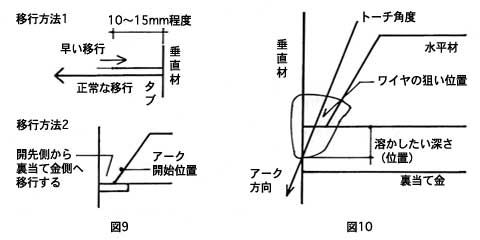
バックステップ法を利用するのであれば、図9のように比較的溶けやすい開先側からスタートする方法もあります。この方法は、同じ溶接でも裏当て金上面に溶融金属の少ない溶接をして、逆戻りの溶接で裏当て金と開先側を十分に溶かすことができます。
溶込み不足になる原因に、前述の他トーチ角度の設定も上げられます。図10のように、端部のどの方向に何mm位溶接したいかを決め、トーチ角度を定め、アークの開始点を垂直材側から少し離れた位置に設定し、瞬時に母材を溶かす方法とします。
Supporting Association for Building Steel Structural Technology All Rights Reserved.