
4-38 めっきの場合のフルペネ溶接端部処理
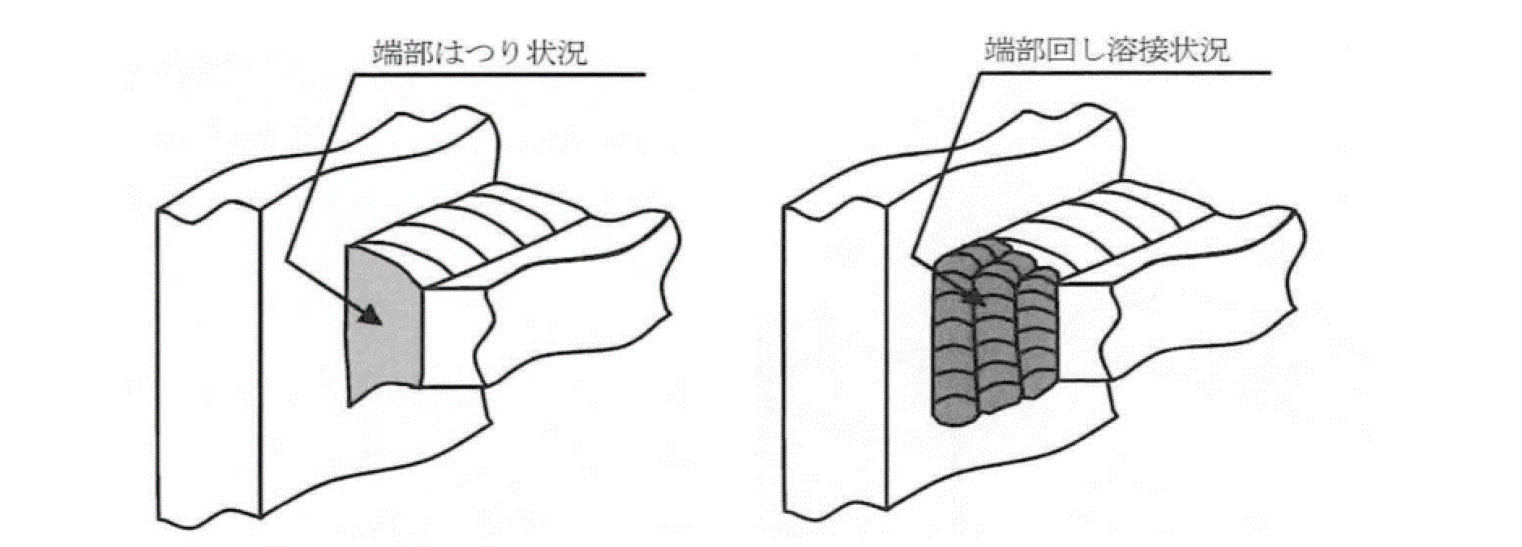
日本建築学会 鉄骨工事技術指針・工場製作編の溶融亜鉛めっき工法の溶接に,「柱梁接合部などの完全溶込み溶接両端は,溶接後に端部をはつり,回し溶接を行って施工する」とありますが,その理由が書いてありません。内部欠陥や外観不良を残さないためであるとすれば,めっきでない場合にも適用すれば品質が向上すると思うのですが,問題となるのでしょうか。
▲質問一覧に戻る

ご指摘の通り柱梁接合部などの完全溶込み溶接両端において,溶接後に端部はつり,その後に端部を回し溶接を行うこの方法は,溶接始終端部の内部欠陥発生を防ぎ,めっきの良好な付着を確保することが目的となっているものと思います。
ご質問は,この溶接始終端部のはつり及び回し溶接がめっきでない場合も適用できないかということです。
ある大手製作工場などでは超高層建築物を含めて裏はつり形式及び裏当て形式の完全溶込み溶接部を,端部をはつり,回し溶接で行っていたようです。従って,実績からこの方法はめっきでない場合にも適用可能であり,溶接始終端部に不溶着箇所もないので溶接性能が確保できるもの思われます。しかし,この施工方法について公表されている技術的資料は少ないため,めっき工法でない場合の実工事に適用する際は技術的な裏付けを検討しておく必要があるでしょう。
現状においては,完全溶込み溶接部には裏当て金形式で固形エンドタブ(セラミックス製,フラックス製)を適用して行う溶接方法が普及していること,はつり及び回し溶接で溶接施工の工数が増加することなどから,この方法をめっき部材のほかに積極的に採用しようとする製作工場は少ないようです。
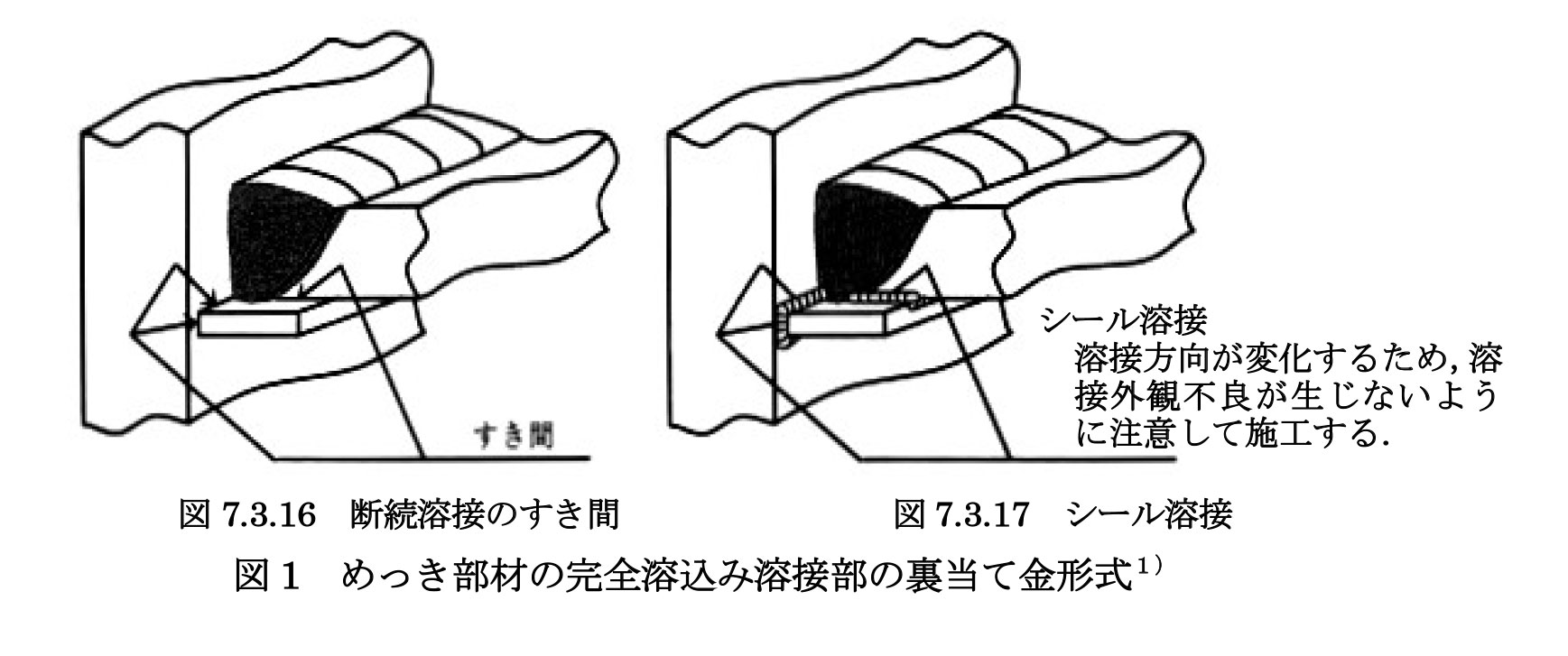
また,最近では,めっき部材においても,裏当て金形式で裏当て金にシール溶接を行う方法(図1) を採用している製作工場もあるようです。
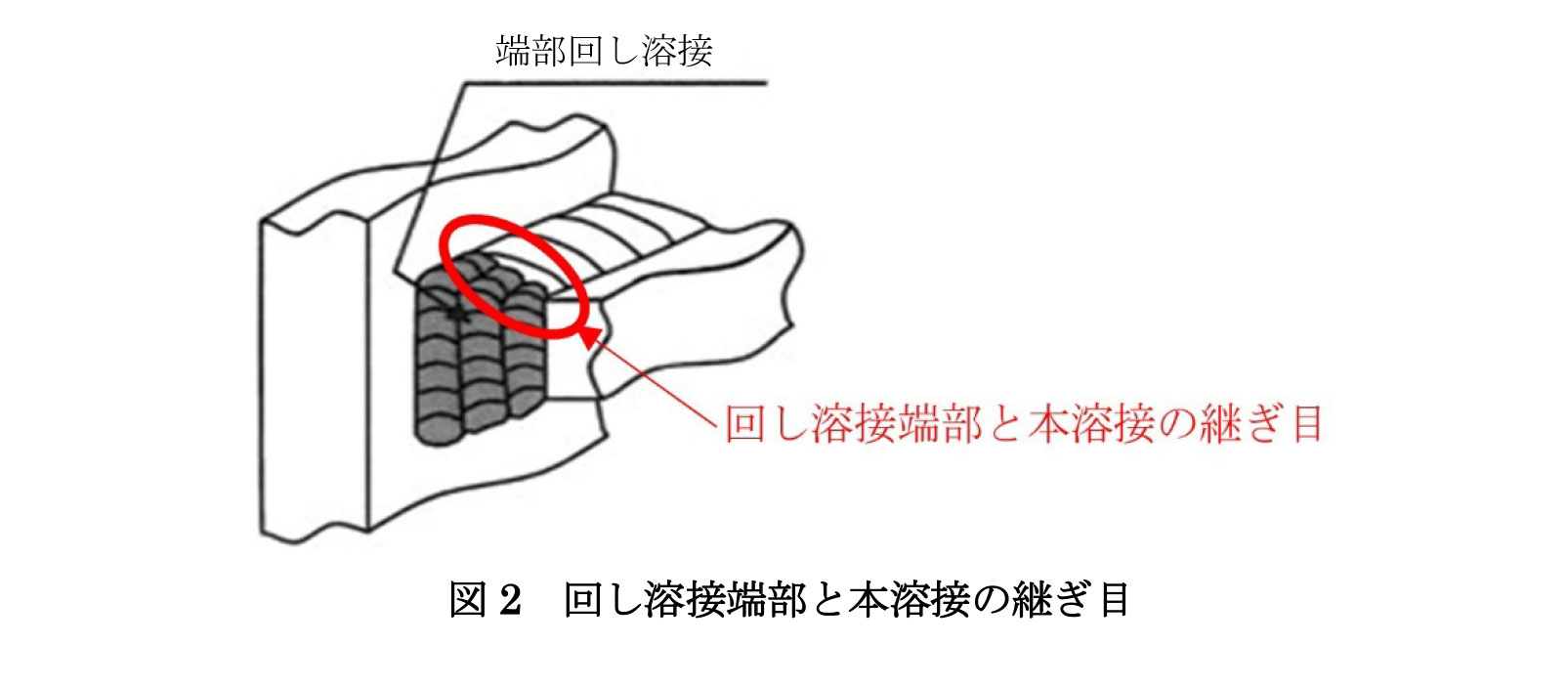
なお,端部はつり・回し溶接方法においては,図2に示すように回し溶接端部と本溶接の継ぎ目は高低差が出やすく,ビード表面の不整(高低差)に注意する必要があります。
<参考文献>
1) 日本建築学会:鉄骨工事技術指針・工場製作編、p.550〜552、2018
▲質問一覧に戻る
Supporting Association for Building Steel Structural Technology All Rights Reserved.
