

4-27 ノンスカラップ工法で裏当て金の適切な溶接方法
日本建築学会、鉄骨工事技術指針・工場製作編(2018年改定版)、244頁、図4.8.15における完全溶込み溶接と隅肉溶接は、H形鋼フィレット部分(R部分)まで溶接が回っていますが、そこはNGと言う人がいます。実際はどう対応すればよいでしょうか。
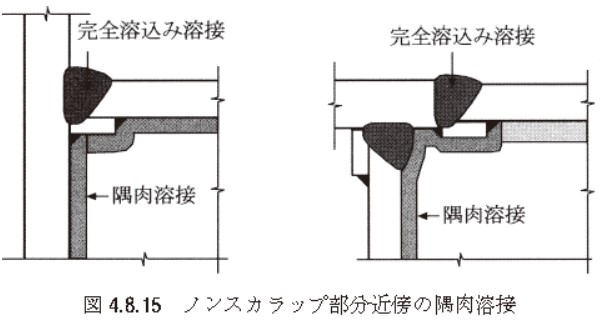

2018年改定版の鉄骨工事技術指針・工場製作編では、「ノンスカラップ工法におけるノンスカラップ部分近傍の隅肉溶接は、図4.8.15に示すように梁ウェブまわりの隅肉溶接を行う。梁ウェブと梁フランジの隅肉溶接は、裏当て金に沿って行い、梁ウェブと柱フランジの隅肉溶接に接続する。なお、梁ウェブと裏当て金との隅肉溶接には、梁フランジとの必要のど厚を確保する。」と記述されています。
また、この隅肉溶接を行うにあたっては、裏当て金周辺からウェブフィレットまで溶接ビードを切らずに連続させ、さらにウェブフィレットに40mm以上重ね、終端においては適切なクレータ処理を行うものとし、隅肉溶接によるフィレット部の性能劣化の防止を図るようにします。
以上のことを根拠に、ノンスカラップ工法におけるH形鋼フィレット部分(R部分)の溶接について説明をすればよいと思います。
Supporting Association for Building Steel Structural Technology All Rights Reserved.