

4-24 斜めフルペネT継手の余盛高さの考え方
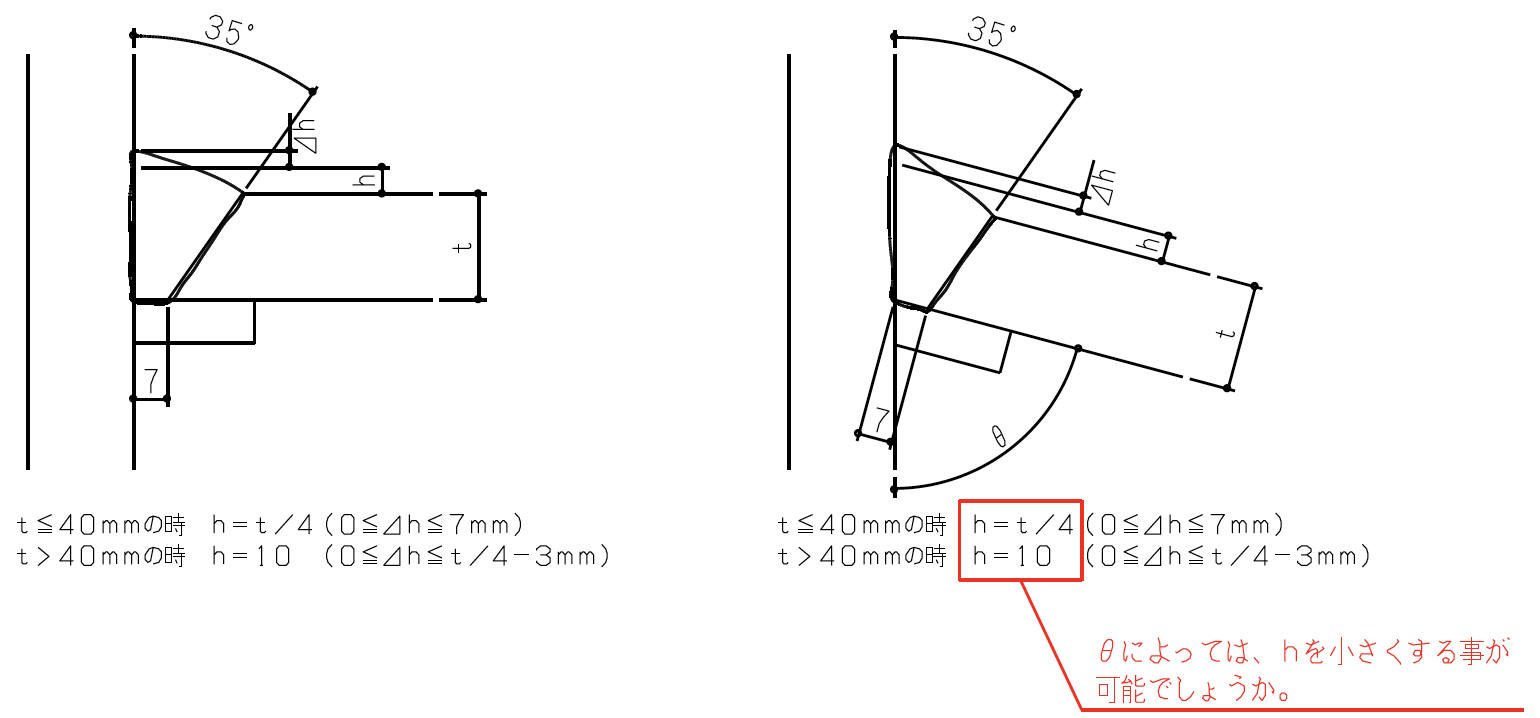
完全溶込み溶接T継手の余盛高さhは,溶接止端部のフランク角の設定から規定されていると考えて良いでしょうか。図に示すようにT継手の角度θが90°より小さい場合に,溶接量が大きくなってしまいます。T継手の角度θによって,余盛高さhを小さくする事が出来れば溶接量の低減が図れるのですが,どのように設定すれば良いでしょうか。

完全溶込み溶接T継手(裏当て金あり)の余盛高さは、鉄骨精度測定指針の3.6.5に記載されていますが、質問の角度つくT継手について記載が有りません。また余盛高さhと許容差⊿hに関して、以下の様に記述されています。
■余盛高さの許容差⊿h…鉄骨精度測定指針3.6.5(p.62)
完全溶込み溶接T継手(裏当て金あり)の溶接作業は、主として下向きあるいは横向き姿勢となる…、特に横向き姿勢では、余盛高さが高くなる傾向がある。この傾向は板厚が大きくなるほど顕著であるため横向き姿勢を考慮して、許容差を板厚によって分けることとした。
■余盛高さh…鉄骨精度測定指針3.6.6(p.63)
完全溶込み溶接T継手の余盛高さをh=t/4としている根拠は、日本建築学会「溶接工作規準Ⅵ・同解説 ガスシールドアーク半自動溶接」(1971年)の以下の記述による。「余盛高さをt/4としている根拠は、…板厚方向の強度を調査した結果を参考までに示せば、…ほぼ圧延方向の強度の80%程度の強度を保持している。…したがって、t/4の補強隅肉をつけておけば突合わされる板の強度的な弱点は十分にカバーされると思われる」
(4-7「完全溶込み溶接T継手の余盛」によれば、現在の連続鋳造法で製造された鋼材は、圧延上の強度異方性が少なく、板厚方向の強度や靱性も十分に確保されている、との記述もあります。)
最初の質問のT継手の余盛高さhは、余盛り角(フランク角)の設定から規定されているのか、に関して、鉄骨精度測定指針の余盛高さhと許容差⊿hに関する記述から言えば、余盛高さhは突合わされる板への応力伝達上必要なのど厚から決められており、許容差⊿hは、横向き溶接を考慮した施工上必要な許容差から決められています。ここで言うT継手は、実際には十字継手の事と同一と考えて下さい。
次に完全溶込み溶接T継手(裏当て金あり)の角度がつく場合について、溶接量低減を図った、hと⊿hの設定案を検討してみます。
図-1は、比較的ゆるい角度のT継手です。突合わされる材にぶつかる面で、強度上必要な長さ(t+h)と許容差(⊿h)をとります。
図-2は、比較的急な角度のT継手です。突合わされる材にぶつかる面の長さ(t/sinθ)がt+t/4を超える場合は、強度上必要な長さ(t+t/4)は足りているので、突合わされる材のぶつかる面で、所要長さ(t/sinθ)と許容差⊿hをとります。
図-1、2のいずれも、質問の図のように溶接する材の角度に平行に余盛高さhと許容差⊿hをとる方法に対して溶接量の低減が図れています。
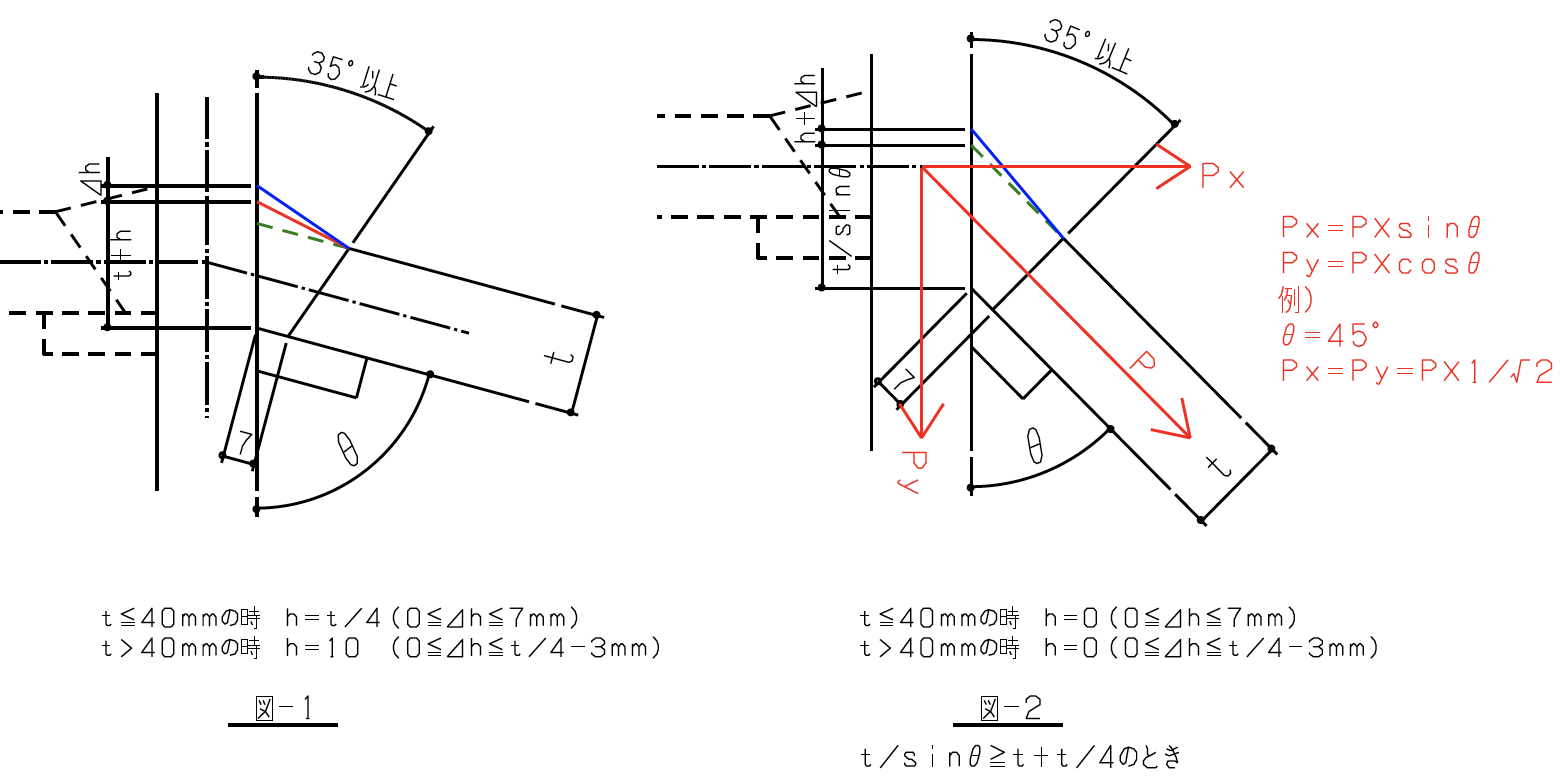
図-2のように角度のつくT継手では、突合わされる材の板厚方向に作用する力Pxは、角度成分により減少している為、上記の提案で強度的には問題無いと考えられます。尚、せん断成分であるPyについては、許容せん断応力度は許容引張応力度の1/\(\sf\sqrt{3}\) となるため、別途検討が必要です。
実際の工事への適用に際しては、設計図に角度のつくT継手の余盛高さの記載を確認したうえで、監理者・設計者と協議し、工作図の溶接基準図に明記して承認を受けて施工する必要があります。
Supporting Association for Building Steel Structural Technology All Rights Reserved.