

4-19 隅肉溶接のサイズ・のど厚・余盛について
隅肉溶接の余盛に独自の見解を持つ設計者がいて基・規準の規定から外れることがあります。このような場合は、どうしたらよいのでしょうか。

具体的に隅肉溶接の余盛について設計者からどのような指摘があったのか内容がわからないので、この点に関する一般的な回答を示します。隅肉溶接は、T継手として使用されることが多く、基本的にサイズ以上の脚長を有し、そののど厚は設計値以上の値としなければなりません。一般的には、隅肉溶接の表面は、凹型であるよりは、凸型となることが多く、この部分についても余盛が生じます。ただし、余盛が大きくなりすぎると溶接ビードのトウ部にアンダーカットが出る傾向があるので注意が必要です。凹型である場合には、所定ののど厚が確保できる脚長としなければなりません。
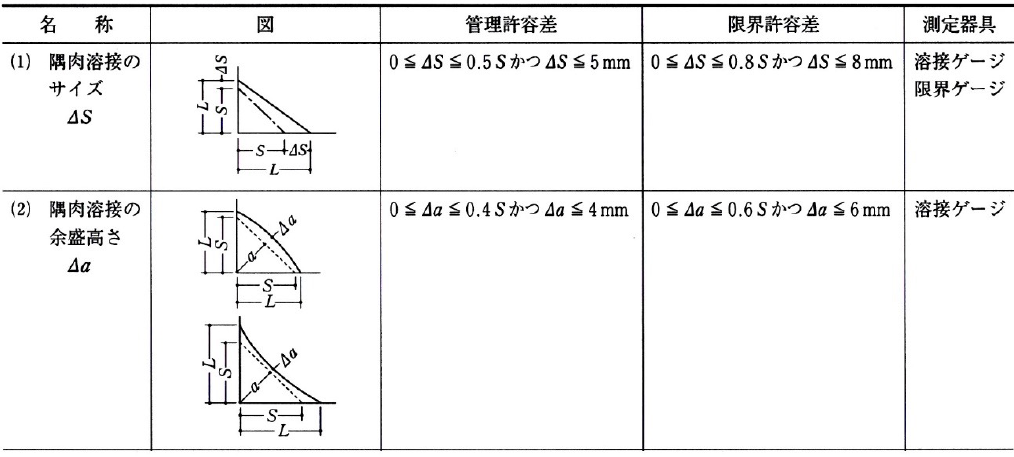
そのような意味から、日本建築学会のJASS 6建築工事標準仕様書 付則6.鉄骨精度検査規準 付表3「溶接」においては、隅肉溶接のサイズSの管理許容差、限界許容差ΔSおよび余盛高さの管理許容差、限界許容差Δaが共に添付の図のように示されています。即ち,余盛高さは0以上であることを定めており,余盛に補強の役割はありません。
鉄骨の製作においては、この基準値を守ることが基本であり、鉄骨部材の製作工場では、各工場の製作要領書のはじめに参考文献が示されており、そこに日本建築学会のJASS 6建築工事標準仕様書が入っているのが一般的です。
このように見てくると、隅肉溶接の余盛について設計者がこのような規定に関係なく、あまり勝手な指示を出すことは通常考えられません。しかし,構造設計者が上記の規定を知らない可能性もあります。
なお、実際に隅肉溶接部の初層はある程度母材への溶込みが必要です。この点については、溶接後の隅肉溶接部についてそれを直接測定することは困難であり、この点について疑問を持つ設計者に対しては、別途試験片を作成して溶接部の切断面についてマクロ試験を行って確認することを提言する必要があります。なおこの場合、一般的な製作要領から外れることとなるので、そのための試験費用は別途要求することが原則です。
Supporting Association for Building Steel Structural Technology All Rights Reserved.