

3-78 コラム角部の傷の処理方法
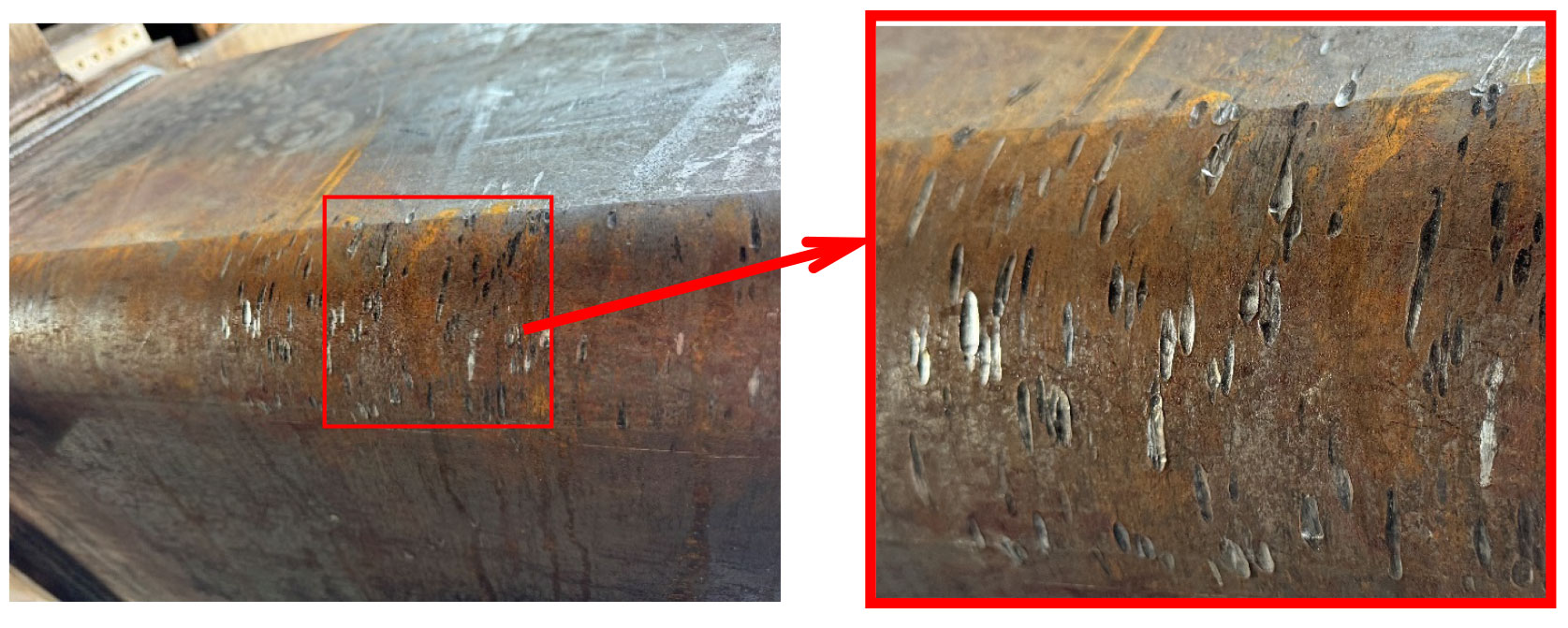
鉄骨柱を工場内で回転させる際,チェーンを使用するファブが多くありますが,コラム角部にチェーンによるきずが入ることがあります。浅いきずは問題ないと思うのですが,深いきずが入ってしまった場合,肉盛り溶接等により修正した方がよいのでしょうか。きずがあっても,コラム角部の溶接による加熱は避けた方がよいのでしょうか。

冷間成形角形鋼管(コラム)のロール鋼管は,その製法上,角部のほかの平坦部も冷間加工を受けています。また,プレス鋼管は角部になる箇所のみプレス加工されますので辺部は冷間加工を受けていません。両者で若干工程は異なりますが,いずれも冷間で加工されるため材質が変化しています。
そのため,SASSTのQ&A 4-15 では,「コラムの角部分に溶接することは望ましくありません」として水平ガセットプレートを溶接する際の角部への溶接を避けたディテールを紹介しています。
また冷間成形角形鋼管「Q&A」集では,角部への溶接施工は可能だが慎重な施工が必要としています。
しかし,質問のようなきずについては,その程度によって何らかの補修が必要と考えます。きずの態様によりその方法は一概に言えませんが,アンダーカットの補修方法が参考となります
●日本溶接協会溶接情報センターQ&A Q10-04-04
アンダーカットはその深さ0.8mm以下ではグラインダー補修,0.8mmを超える場合はアンダーカットの長さ以上かつ40mm以上となるように補修溶接をする。場合によっては硬化をさけるため必要に応じて予熱をすることも考慮すべきである。
●突合せ継手の食い違い仕口のずれ検査・補強マニュアル
①アンダーカットの深さが0.05t(t:母材板厚)かつ1mm以下の場合
アンダーカット部をグラインダーにより除去し,滑らかに仕上げる。
②アンダーカットの深さが0.05t(t:母材板厚)若しくは1mmを超える場合
アンダーカット部をグラインダー及びガウジングにより除去し,溶接で仕上げる。
半自動溶接の場合,ワイヤはYGW11,2パス以上,溶接長さはアンダーカットの長さに左右10mm以上加えた長さで,かつ50mm以上とする。
両者で微妙に値が異なっていますが,建築鉄骨ですので後者を参考にして関係者と協議して下さい。
いずれにせよ溶接による補修はかなり慎重に行う必要がありますので,なるべく溶接補修をしないで済むような製作方法を検討して下さい。
角部にきずをつけないようにターニングローラーの採用,運搬時にナイロンスリングや角部保護治具を使う等の方法も有効と考えます。
<参考・引用文献>
1. 鉄骨Q&A
2. 冷間成形角形鋼管「Q&A」集 2019年7月 (一社) 日本鉄鋼連盟 ボックスコラム委員会
BCR-BCP_Q_A2019.pdf (jisf.or.jp) Q 3-7
3. Q-10-04-04 『Q受入れ検査で仕口溶接部にアンダーカットと余盛不足が発見されました。対処法を具体的に教えて下さい。』 | 接合・溶接技術Q&A | 溶接情報センター (jwes.or.jp)
4. 突合せ継手の食い違い仕口のずれ検査・補強マニュアル 平成15年 監修 (独法) 建築研究所
Supporting Association for Building Steel Structural Technology All Rights Reserved.