

3-77 仕口部裏当て金の組立て溶接
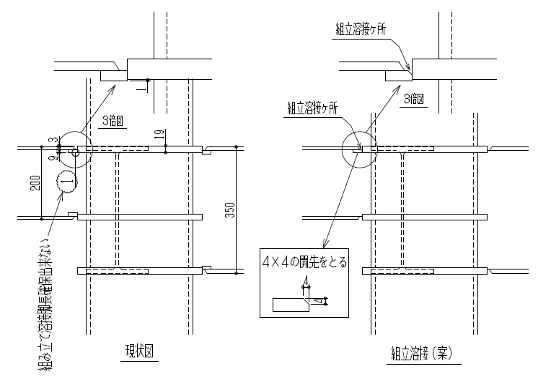
大梁仕口フランジ厚に対しダイアフラム厚をサイズアップしますが,せいの違うCG梁の裏当て金の組立て溶接を行うと,ダイアフラムと裏当て金の段差が1mmになる場合があり溶接の脚長が確保できない場合があります。
また,JASS 6においては4~6mmで1パスとし,長さ40~60mm程度とするとあります。この場合に開先側の裏当て金を4mm×4mmの面取りをして開先内で組立て溶接をする方法で考えてよいでしょうか。

質問の解決策として,以下の3つの方法が考えられます。
(1) 裏当て金を面取りする方法
組立て溶接を母材厚内から外せばよいとの考えから,裏当て金を4×4mmの面取りをして,開先面に組立て溶接するディテールが考えられますが,この施工方法は一般的ではないようです。
溶接内部の検査がありますが,欠陥発生の確率は低くなるかもしれません。しかし,通常(板厚+1mm程度)をUT対象としており,後述するように組立て溶接部を高い電流で再融合させて本溶接する必要があります。組立て溶接のビード形状はなだらかになっていないと,欠陥が生じる可能性が高くなります。ビード形状が過大であったり,なだらかでなかったりした場合は,グラインダーで整形する等の事前処理をすることが大切ですが,溶接工の技量も大きく影響します。
(2) 裏当て金を面取りしない方法
冷間成形コラム製作おいては,閉鎖断面であることから開先側に組立て溶接するしかありません。この場合ロボット溶接ということもありますが,面取りはしていません。
文献1)によれば,「組立て溶接部は本溶接前にエアアークガウジングで削除するか、あるいは高い電流を使用して再融合させるかのいずれかの方法をとらない限り,本溶接の一部となって残る場合がある。したがって,組立て溶接部を削除する場合を除いて,組立て溶接部は本溶接としてロボット溶接した溶接部と同等の品質となるように施工しなければならない。」とあり,さらに注意事項として,「②組立て溶接ビードのど厚は,その後のガスシールドアーク溶接で組立て溶接ビードとを再融合させるため,…3mm程度(脚長4mm程度)を目標にする。」「⑤組立て溶接部の開始・終了端の溶接ビード形状は,余盛高さが過大になったり過少になったり等,溶接ビード形状の凹凸が発生する傾向にある。…。凹凸のある溶接ビードになった場合は,グラインダーにより整形する。」とあります。
(3) 裏当て金を厚くして段差を確保する方法
開先面における組立て溶接を避ける方法として,副資材費が上がりますが,単純に脚長を確保できる段差を確保するために裏当て金の厚さを厚くして施工することも考えられます。
<参考文献>
1)国立研究開発法人建築研究所監修、2018年版 冷間成形角形鋼管設計・施工マニュアル
日本建築センター
Supporting Association for Building Steel Structural Technology All Rights Reserved.