

3-4 コラム柱の内ダイアフラム付パネル部の製作方法は
仕口コアの内ダイアフラムを入れたときの溶接歪み関係の精度基準を考えた製作方法の注意点を教えてください。設計事務所からいろいろ問われております。

内ダイアフラムの溶接による影響について、以下の事例に基づいて説明します。
- コラムの鋼種は、BCR295
- コラムサイズ450角板厚16
- 内ダイアフラムの鋼種はSN400Bで板厚16
- 溶接方法はCO2半自動、 YGW18の1.2φを使用
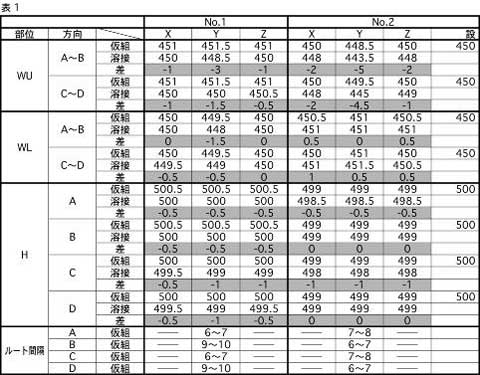
供試体は図1に示す形状・寸法で、溶接順序と溶接後の計測位置と記号説明は図2に示します。組立時の寸法から溶接後の寸法までの状況については表1に示します。また、各供試体のコラム切断はハンドソーによります。 今回の事例は寸法測定しやすくするため、上下フランジの開先加工はしていません。
以下、まとめとして3点掲げます。
- 1.せい方向(H)の収縮量は平均0.4〜0.6mmで概ね0.5mm程度。
- 2.内ダイアフラムの溶接によるコラム成の収縮量は平均0.8mm位であったので、1mm位は縮む。
- 3.内ダイアフラムの溶接による肩折れ量は、柱頭中央部(Y)でNo.1は平均2.25mm、No.2で4.75mmであった。
また、肩折れはそのままにしておくと建設省告示第1464号「鉄骨造の継手または仕口の構造方法を定める件」ニ、イ(1)柱と梁の仕口のダイアフラムとフランジのずれ量によって、補強が必要となるため、肩折れの修正を前もって行う必要があります。
内ダイアフラムの溶接による変形について記しましたが、次にこの変形の修正方法を示します。 図3(イ)に示すように段差が生じた場合、内ダイアフラムの開先は外側に向けて組立て後溶接します。 溶接後、肩折れが生じる量を計測します。折れは図3(ロ)の各辺の中央部が最大となります。また、仕口の成方向の変形量は図3(ハ)に示すように、段差の小さい方が大きく反対側の方が少ないことは前述の表1の結果からもわかります。変形量が0.5〜1.0mm程度ならば、次工程の通しダイアフラムの組立て以後の作業に移行してもよいと考えますが、1.5mmを超えると後々、ずれ量の規定値を超える恐れがあるので、図4(イ)に示す範囲図4(ロ)の要領で端部コア内にジャッキをセットして変形中央部を加圧しながら、ガスバーナーで加熱矯正を行う必要があります。図4(イ)に示す内ダイアフラムの完全溶込み溶接部の余盛部分から20〜30mmの範囲が効果的な加熱といえます。以上のような手順にて、仕口部分の加工を心がけてください。
なお、コラムのせいと板厚および内ダイアフラムの板厚の関係が深く係わっているので、変形対策が重要です。
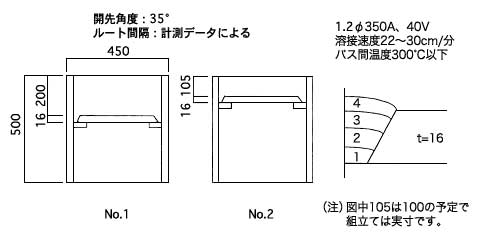
図1 組立て条件と溶接条件
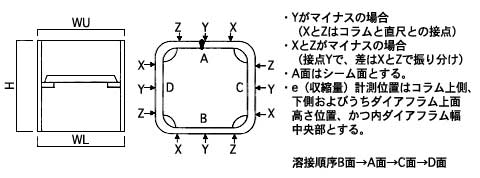
図2 計測位置および記号説明
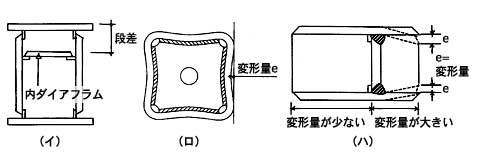
図3 内ダイアフラム溶接後の変形図
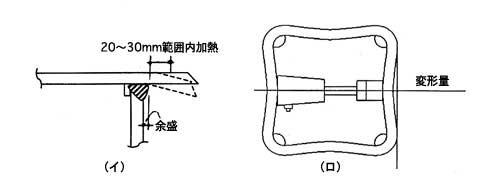
図4 加熱矯正要領
参考文献:月刊 鉄構技術 2004年7月号
Supporting Association for Building Steel Structural Technology All Rights Reserved.