

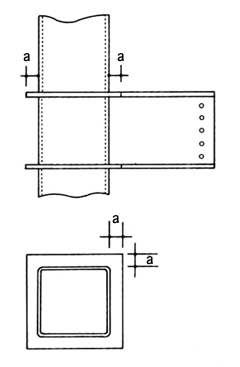
1-1 ダイアフラム出寸法による問題点
コラム柱のダイアフラムの出寸法(a)は、一般的に20〜25mm位ですが、その根拠はあるのですか。溶接ロボットで溶接するときは、15mm位という意見もありますが、問題はないのですか。

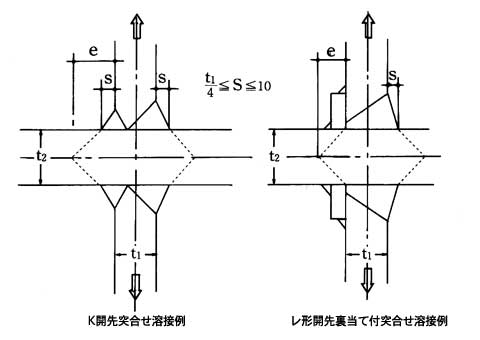
ダイアフラムの出寸法の根拠についてですが、図の十字継手の突合せ溶接を例に取ります。
上下の板を引張った場合、はさみ板厚方向の機械的性質(ここでは引張強さ)に左右されます。かつて、昭和40年代前半頃の日本で生産された鋼板は、インゴット(鋼塊、IC材)から圧延されていたため、ロール方向(L方向)、ロールに直角方向(C方向)、板厚方向(Z方向)の強度異方向性が存在していました。森田氏(現千葉大学教授)らの研究からも、板厚方向の強度がロール方向の1/2くらいとの報告があります。Z方向の強度が小さければ、十字継手の引張強度が、仮に母材強度(L方向の)を確保できても、余盛(補強隅肉溶接のサイズ)形状によっては、はさみ板部から破断してしまうことになります。
破断しない工夫として、適正な突合せ溶接部の補強隅肉溶接のサイズ(図中、母材板厚の t1/4かつ10mm)、はさみ板中心までの荷重伝達有効長さの確保が必要であったわけです。この長さは、図のe寸法になるわけですが、荷重伝達有効長さ(補強隅肉溶接を無視する)は、3 t1あれば安全であるとされていました。つまり、e≧t1となります。当時、使用板厚の最大が25mm位であったことから、一般的に20〜25mmになった理由と思われます。e寸法が小さいと、溶接していく過程で、挟み板中央部に開裂が生じることもあったので、ある程度e寸法を大きく取る必要があったわけです.
現在、建築向けに生産されている程度の板厚の鋼板は、連続鋳造法による鋼片(CC材)であるため、L・C・Z方向の強度異方性がほぼなくなっており、図のe寸法を小さくすることも可能でありますが、溶接施工上(開裂をなくす目的など)その程度の出寸法は必要であります。むしろ、極厚材を使用する傾向が生じている昨今、一律に20〜25mmと決めてしまうことの方が危険側となるため、注意が必要です。
このため、溶接ロボットで溶接するとき15mmでよいという根拠は、溶接ロボットの装置上の制約からきた寸法と考えられます。従って、接合部の強度上の問題を優先して考えるべきで、装置を改良、工夫することを期待したいものです。
現在のJIS G 3101(一般構造用圧延鋼材)、JIS G 3106(溶接構造用圧延鋼材)及びJIS G 3136(建築構造用圧延鋼材)などはL方向の規格値であり、Z方向について規定されているわけではありません。また、外国産の材料などについては十分な検討はされていないようです。
<参考文献> :建築技術者の鉄骨Q&A
Supporting Association for Building Steel Structural Technology All Rights Reserved.